Riemenscheibenschweißung MT UT Test
Automatisches Schweißen
CNC Riemenscheibenrille
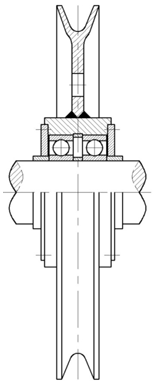
1) Warmgewalzte Nutscheibenstruktur
2) Beschreibung der warmgewalzten Riemenscheibe
1. Riemenscheibe Größenbereich: Φ250mm ~ Φ1500mm
2. Material der Riemenscheibe: 45; Q345B Q345D; Q345E (für -40 ℃) usw. oder Riemenscheibe entsprechend der Anforderung des Kunden
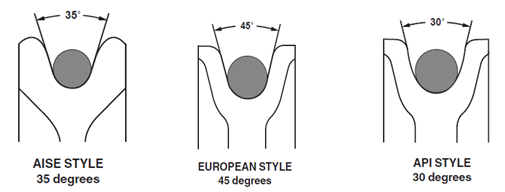
3. Riemenscheibenrille:
A. Rillenprofil: Die Riemenscheibenrillen werden durch CNC gemacht, entsprechend den Anforderungen des Kunden.
b. Wärmebehandlung im Zwischenfrequenz-Abschreckbad mit minimaler Härte. HB350-370, Tiefe ≥ 2,5 mm. (Unterschiedliche Materialien können unterschiedliche Härte erhalten)
c. Graben-MT-Test nach Wärmebehandlung
d. MT-Prüfung für Riemenscheibenschweißen
4. Riemenscheibenschweißprozess gemäß WPQR (WPS) AWD1.1, Schweißlinie kann MT und UT sein.
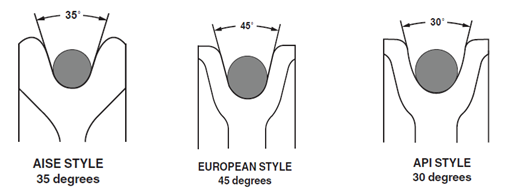
3) Drahtseil-Nutprofil
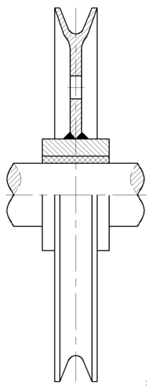
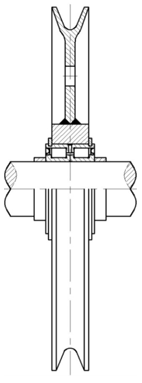
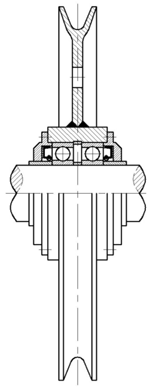
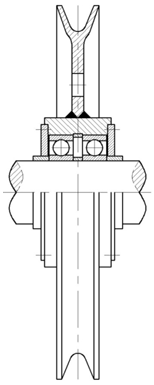
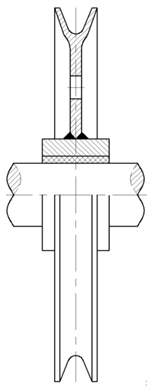
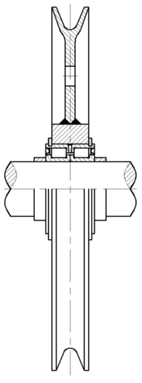
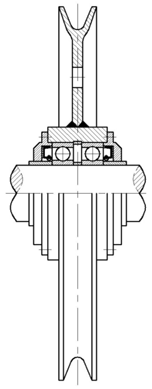
4) Riemenscheibenmontageform